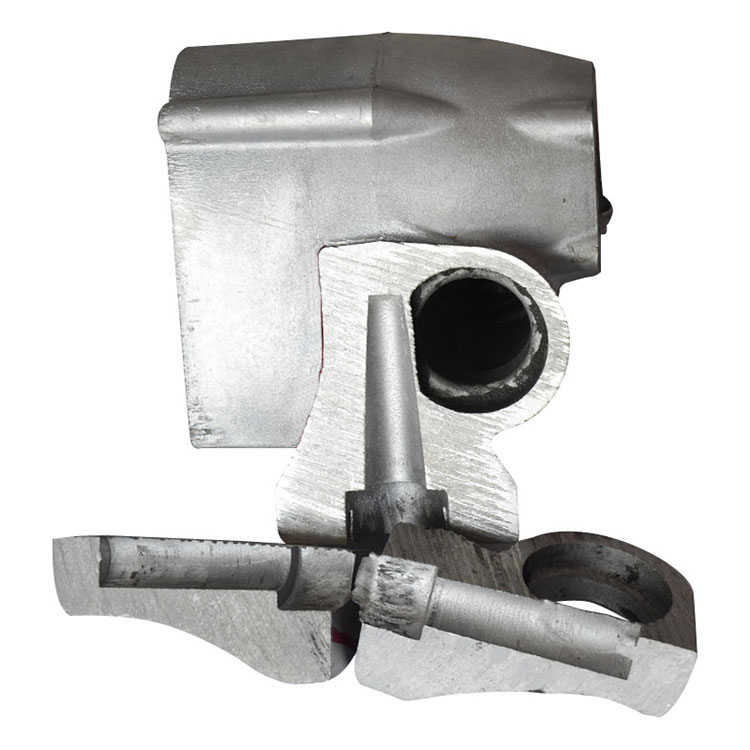
خصائص العيب: يتم توزيع شوائب خبث الأكسيد في الغالب على السطح العلوي للصب وفي الزاوية محكمة الإغلاق من القالب. يكون الكسر في الغالب رماديًا أبيض أو أصفر ، ويمكن العثور عليه عن طريق التنظير بالأشعة السينية أو المعالجة بالقطع ، أو عن طريق الغسيل القلوي أو التخليل أو المعالجة بأكسيد الألومنيوم
الأسباب(صب الألمنيوم) 1. شحنة الفرن ليست نظيفة وكمية المواد المعادة أكثر من اللازم
2. سوء تصميم نظام البوابة
3. لا يتم إزالة الخبث الموجود في محلول السبيكة بالكامل
4. يتم إدخال الخبث بسبب عملية الصب غير الصحيحة
5. عدم كفاية وقت الوقوف بعد الصقل والتعديل
طرق الوقاية( صب الألمنيوم) 1. يجب أن تخضع شحنة الفرن لنفخ الرمال ، ويجب تقليل استخدام الشحنة المرتجعة بشكل مناسب
2. تحسين تصميم نظام البوابة وقدرتها على الاحتفاظ بالخبث
3. استخدم التدفق المناسب لإزالة الخبث
4. أثناء الصب ، يجب أن تكون مستقرة وتهتم باحتفاظ الخبث
5. بعد التكرير ، يجب أن يبقى سائل السبيكة لفترة معينة قبل الصب
نحن نستخدم ملفات تعريف الارتباط لنقدم لك تجربة تصفح أفضل، وتحليل حركة مرور الموقع، وتخصيص المحتوى. باستخدام هذا الموقع، فإنك توافق على استخدامنا لملفات تعريف الارتباط.
سياسة الخصوصية